

以下是:不锈钢复合管防撞护栏天天低价的产品参数不锈钢复合管防撞护栏天天低价,山东七星照金属材料有限公司为您提供不锈钢复合管防撞护栏天天低价的资讯,联系人:支经理,电话:1308278616、1308278616,QQ:26498739,发货地:山东省聊城市东昌府区凤凰工业园66号发货到河南省 洛阳市 嵩县、西工区、涧西区、吉利区、洛龙区、孟津区、新安县、栾川县、汝阳县、宜阳县、洛宁县、伊川县、偃师区。 河南省,洛阳市,嵩县 嵩县属北亚热带向暖温带过渡气候,常年平均降水量600毫米。境内伏牛、熊耳、外方三山环抱,伊河、汝河、白河三条河流分别注入黄河、淮河、长江,一县跨三域。
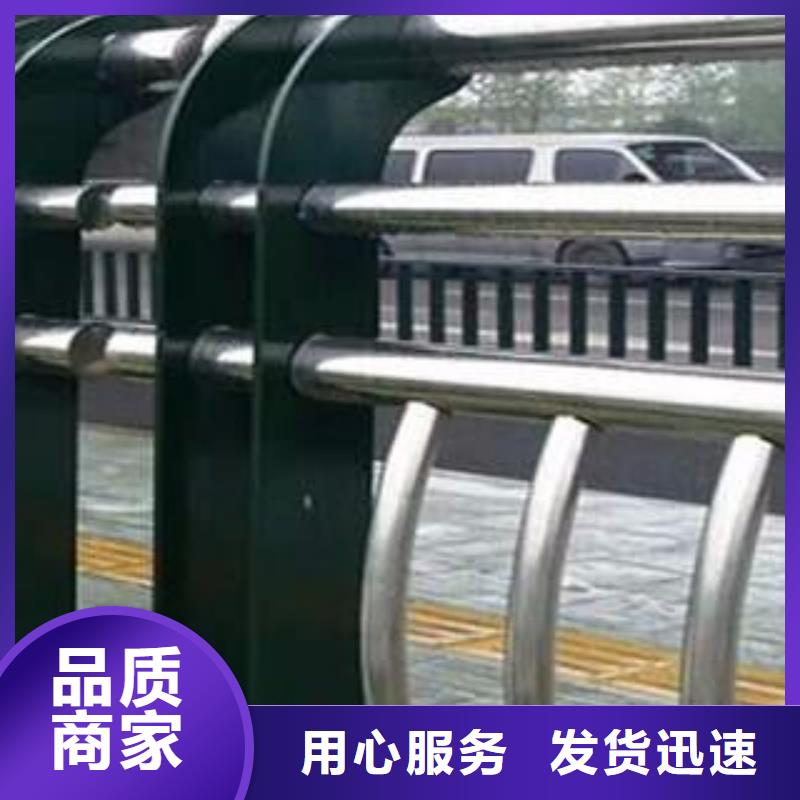
简约不浮华,不简单实用。我们的不锈钢复合管防撞护栏天天低价产品视频用直观的方式展现产品的实用性和价值。以下是:不锈钢复合管防撞护栏天天低价的图文介绍洛阳嵩县山东七星照金属材料有限公司全体员工向关心和支持我们的各级领导和各界朋友表示z u i诚挚的谢意! 在 不锈钢复合管护栏市场竞争日趋激烈的今天,洛阳嵩县山东七星照金属材料有限公司励精图治,奋发自强,为振兴民族 不锈钢复合管护栏和洛阳嵩县经济而奋斗不息, 公司经理携全体员工恭候各地新老宾客光临本 不锈钢复合管护栏生产企业,实地考察、指导工作、增进了解!
不锈钢复合管护栏高频焊接过程中 ,焊接工艺及工艺参数的控制、感应圈和阻抗器位置的放置等对不锈钢复合管护栏焊缝的质量都有影响。下面我们就详细为大家分析一下:(一)当高频输入的热量不足且焊接速度过快时,使得被加热的不锈钢复合管护栏体边缘达不到焊接的温度,钢铁仍保持其固态组织而焊接不上,形成了未熔合或未不锈钢复合管护栏/焊透的裂纹。当高频输入热量过大且焊接速度过慢时,使得被加热的不锈钢复合管护栏体边缘超过了焊接温度,容易产生过热甚至过烧,使焊缝击穿,造成不锈钢复合管护栏金属飞溅而形成缩孔。可以通过调整高频焊接电流或调整焊接速度的方法来控制输入热量的大小,从而不锈钢复合管护栏的焊缝既要焊透又不焊穿,获得焊接质量优良的不锈钢复合管护栏;
(不锈钢复合管护栏焊缝间隙的控制钢带进入焊佳木复合管护栏机组经成型辊成型、导向辊定向后,形成有开口间隙的圆形不锈钢复合管护栏坯,调整挤压辊的挤压量,使得焊缝间隙控制在1-3mm,并使焊口两端保持齐平。焊缝间隙控制得过大,会使焊缝焊接不良而产生未熔合或开裂。焊缝间隙控制得过小,由于热量过大,造成焊缝烧损,熔化金属飞溅,影响焊缝的焊接质量;
(三)阻抗器位置的调控阻抗器是一个或一组焊不锈钢复合管护栏专用磁棒,阻抗器的截面积通常应不小于不锈钢复合管护栏内径截面积的70% ,其作用是使感应圈、不锈钢复合管护栏坯焊缝边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在不锈钢复合管护栏坯焊缝边缘附近,使不锈钢复合管护栏坯边缘加热到焊接温度。阻抗器应放置在V形区加热段,且前端在挤压辊中心位置处,使其中心线与不锈钢复合管护栏筒中心线一致。如阻抗器位置放置的不好,影响焊不锈钢复合管护栏的焊接速度和焊接质量,使不锈钢复合管护栏产生裂纹;
(四)高频感应圈位置的调控感应圈应放置在与不锈钢复合管护栏同一中心线上,感应圈前端距挤压辊中心线的距离,在不烧损挤压辊的前提下,应视不锈钢复合管护栏的规格而尽量接近。若感应圈距挤压辊较远时,有效加热时间较长,热影响区宽,使得不锈钢复合管护栏焊缝的强度下降或未焊透,反之感应圈易烧毁挤压辊。
山东七星照金属材料有限公司
对于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
在洛阳市嵩县采买不锈钢复合管防撞护栏天天低价到山东七星照金属材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:支经理-1308278616,QQ:26498739,地址:《山东省聊城市东昌府区凤凰工业园66号》。







